

 English
English Russian
Russian Chinese
Chinese



Needle roller/axial cylindrical roller bearings
|
|


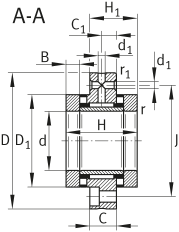
Needle roller/axial cylindrical roller bearings (With fixing holes Without fixing holes)
Features
Needle roller/axial cylindrical roller bearings comprise an outer ring with radial and axial raceways, shaft locating washers, an inner ring, a radial needle roller and cage assembly and axial cylindrical roller
and cage assemblies. The bearings are available in versions with or without fixing holes.
Radial and axial load carrying capacity
In addition to radial forces, the bearings can also support axial forces from both directions and tilting moments.
Preload and internal clearance
The outer ring, inner ring and axial cages are matched to each other such that the bearing is axially clearance-free after preloading by means of an theprecision locknut. The radial internal clearance conforms to Group 2 in accordance with ISO 5753-1 .
Bearings for screw mounting
Needle roller/axial cylindrical roller bearings ZARF(L) have holes in the outer ring. These are used for screw mounting directly on the adjacent construction or in a radial locating bore Figure 1.
Due to screw mounting of the outer ring, the cover that would otherwise be required and the matching work can therefore be dispensed with. The bearings are preloaded against the shaft shoulder by means of a locknut AM or ZM(A).
With seal carrier assembly
In the interests of a simpler design, a seal carrier assembly DRS, Figure 1 is recommended. The seal carrier assembly is centred on the outer ring and seals the bearing against outside influences.

ZARF..-L
Figure 1 Stepped shaft locating washer with sealing ring
1.Seal carrier assembly DRS
2.Locknut AM
3. Stepped shaft locating washer extended on one side
4. Rotary shaft seal DIN 3760-..-NBR
With stepped shaft locating washer
ZARF..-L has a stepped shaft locating washer extended on one side, Figure 1. These series are used in preference where the shaft locating washers are not adequately supported axially by the shaft shoulder or the bearing unit cannot be sealed on the outside surface of the normal shaft locating washer due to space conditions in the adjacent construction.
Heavy series
ZARF(L) is also available in a heavy series. This series has a larger cross-section for the same shaft diameter and therefore higher basic load ratings.
Bearings not for screw mounting
Bearings ZARN(L) are mounted in a housing bore and the outer ring is located using a cover, Figure 2. They are preloaded against the shaft shoulder by means of a locknut AM or ZM(A).

ZARN
Figure 2
Bearing outer ring located using cover
With stepped shaft locating washer
ZARN..-L has a stepped shaft locating washer extended on one side, Figure 3. This series is used in preference where the shaft locating washer is not adequately supported axially by the shaft shoulder or the bearing unit cannot be sealed on the outside surface of the normal shaft locating washer due to space conditions in the adjacent construction.

Figure 3
ZARN..-L
1.Stepped shaft locating washer extended on one side
2.Rotary shaft seal DIN 3760
Stepped shaft locating washer with sealing ring
Heavy series
ZARN(L) is also available in a heavy series. This series has a larger cross-section for the same shaft diameter and therefore higher basic load ratings.
Operating temperature
The bearings are suitable for temperatures from –30 °C to +120 °C.
Suffixes Suffixes for available designs, see table.
Available designs

Resultant and equivalent bearing load
The resultant axial bearing load Fa res is determined from the axial operating load FaB and taking account of the axial preload Figure 4 to Figure 6.
Under pure axial load, P = Fa res. If additional radial operating loads are present, these must be calculated separately using the basic radial load ratings. The limiting loads up to which the axial load can be supported without clearance are shown, Figure 4 to Figure 6.
The needle roller/axial cylindrical roller bearings ZARN and ZARF can be subjected to higher axial preload in order to increase the lift-off load. In this case, it must be taken into consideration that this will
cause an increase in friction and temperature as well as a reduction in the basic rating life. The increase in preload is achieved by using a higher tightening torque for the locknut.
In the case of roller bearings, the lift-off load must not be exceeded during highly dynamic acceleration events. As a result, higher wear will occur under rapid acceleration.
For extreme moment loads and statically overdefined systems (locating/locating bearing arrangements), please contact us.
Load varying in steps




Design of adjacent construction
The adjacent construction (the shaft and housing) must be designed in accordance with the data in the dimension tables.
The abutment diameters for the shaft and housing shoulders da and Da must be in accordance with the dimension tables.
The permissible contact pressure for the adjacent construction must be observed.
Sealing of the bearing position
The bearings are sealed, Figure 1:
■ sealing in the direction of the threaded spindle by a rotary shaft seal on the outside surface machined free from spiral marks of the stepped shaft locating washer (ZARN..-L, ZARF..-L)
■ sealing in the direction of the drive by the seal carrier assembly DRS.
Speeds
The limiting speeds nG given in the dimension tables are based on the following conditions:
■ bearing preloaded, no external operating load
■ operating duration 25%
■ maximum equilibrium temperature +50 °C.
Friction
In most applications, preloading of bearings by means of the locknut tightening torque gives sufficiently accurate setting values.
The reference here is the tightening torque MA in accordance with the dimension tables in conjunction with an precision locknut.
The frictional torque MR given in the dimension tables is a guide value. It is based on lightly oiled bearings, measured at a speed of n = 5 min–1.
For dimensioning of the drive, the starting frictional torque and the frictional torque at high speeds in each case of 2 · MR to 3 · MR must be taken into consideration.
Frictional torque and bearing preload
For applications in which the frictional torque is decisive (for example temperature development, frictional torque compensation between different bearing positions, etc.), it is recommended that the bearing preload should be set in accordance with the bearing frictional torque MR.
Frictional energy
The frictional energy NR of the bearings can be calculated as follows:

In any analysis of the thermal balance, the various operating speeds ni must be taken into consideration with their time durations qi .
Lubrication
Needle roller/axial cylindrical roller bearings can be relubricated via the outer ring They are supplied with oil-based or dry preservative and should preferably be lubricated with oil. Oils CLP to DIN 51517 and HLP to DIN 51524 of viscosity classes ISO VG 32 to ISO VG 100 have proved effective.
Relubrication for grease lubrication
Relubrication should be carried out with the bearing rotating and still warm from operation in order to achieve good replacement and distribution of grease.
The relubrication interval and quantity can only be determined under operating conditions since it is not possible to calculate all the influences in advance. For information on relubrication, see TPI 100, Bearings for Screw Drives, Mounting and Maintenance Manual.
Lubricant feed
In the selection of lubricant feeds for ZARF(L), the mounting position must be observed, Figure 7 and Figure 8.

Figure 7 Lubricant feed for vertical mounting position
ZARF..-L
1.Oil inlet
2.Oil outlet
3.Rotary shaft seal
4.Cover
5. Seal carrier assembly

Figure 8 Lubricant feed for horizontal mounting position
ZARF..-L
1.Oil inlet Oil outlet
2.Rotary shaft seal
3.Cover
4.Seal carrier assembly
Mounting guidelines
Needle roller/axial cylindrical roller bearings ZARN and ZARF are not self-retaining. The individual bearing components are matched to each other. The individual parts of different bearings must not be interchanged during mounting. The characteristics of the bearings are only valid when used in combination with precision locknuts and the associated tightening torques given in the dimension tables.
Further information
■ TPI 100, Bearings for Screw Drives, Mounting and Maintenance Manual
Setting the axial preload
Since direct force measurement of this value during mounting operation is not cost-effective, the axial preload is set indirectly and using one of the following methods:
■ by means of the tightening torque MA of the precision locknut. The frictional torque may deviate from the value given in the dimension table
■ by means of the bearing frictional torque MR.
Preloading by locknut
Needle roller/axial cylindrical roller bearings must be axially preloaded during mounting by means of a precision locknut.
Using the locknut tightening torque to set the preload may result in a large preload scatter. Therefore, for applications where the rating life or frictional torque is a critical factor, the setting should be carried out by means of the bearing frictional torque only, or the possible preload fluctuation margin should be included in the rating life calculation.
If the bearing unit is preloaded via the bearing inner rings using the recommended precision locknut, the tightening torques given in the dimension tables must be observed or the preload must be set
using the bearing frictional torque given in the dimension tables.
The tightening torques given for the individual bearing sizes are only valid for the precision locknuts listed.
For locating/non-locating bearing arrangements and bearing arrangements for rotating ball screw drive nuts, the tightening torques can be taken directly from the dimension tables.
In the case of needle roller/axial cylindrical roller bearings ZARN and ZARF, this tightening torque can be increased if a higher axial limiting load is required. The increase must take account of the increasing bearing friction, increase in bearing temperature and the decreased basic rating life. For information on limit values, please consult with us.
In order to counteract settling, it is recommended that the locknut should initially be tightened to twice the tightening torque MA and then relieved of load again. It should only then be tightened again
to the stated tightening torque MA. Finally, the precision locknut should be secured against rotation by the torque-controlled tightening of the grub screws.
Fixing screws
For location of the outer ring, screws of grade 10.9 should be used. Screws should be fully tightened with torque control in accordance with the manufacturer’s instructions and in a crosswise sequence.
If the bearing outer ring is supported by an additional housing cover, it must be ensured that the fixing screws are sufficiently well dimensioned.
Accuracy
The accuracy of dimensions must be configured as follows:
■ axial: tolerance class 4 to ISO 199
■ radial: tolerance class 6 to ISO 492.



